Making & Installation of Nose Cap:
First I had to flatten the nose area of the
stock. I measured about 1" forward of the front thimble, then determined my
slope to  the
nose cap area. Then I filed this area flat to just
the
nose cap area. Then I filed this area flat to just wipe away evidence of the ramrod channel.
wipe away evidence of the ramrod channel.
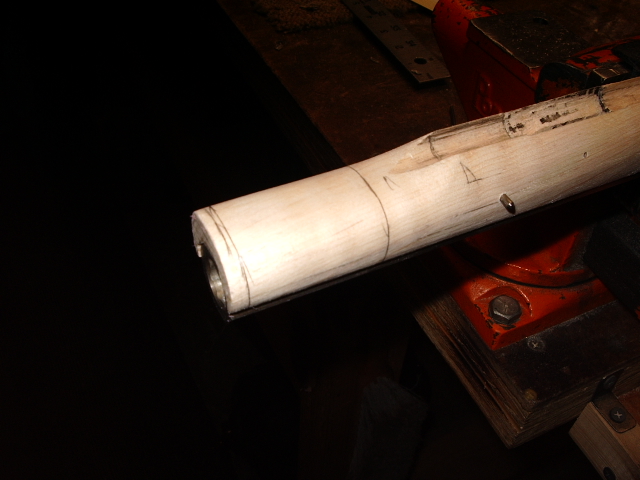
Then to round the nose, I divided the flat
area into fifths and also on the side. Using my four-N-hand file, I took the wood off to the lines.
Using my four-N-hand file, I took the wood off to the lines. 
Once that was done, I worked the wood toward
the center, taking out each line as I pushed the wood toward the center and did
the same for the sides. This is the result. 
I wanted a brass nose cap so I decided to make
one from scratch using brass in the shop. Before I started, I needed to
determine how long the cap was going to be. I laid out my front pin inlay and
then using my 3/5 dividers, I  used
the dividers to determine the "5" length from the front end of the
inlay to the end of the stock, short of the barrel.
used
the dividers to determine the "5" length from the front end of the
inlay to the end of the stock, short of the barrel.
Then I flipped the dividers over and measured
again from just short of the barrel to indicate where the end of the nose cap
should fall. 
Using the dividers, I made marks down both sides and across the top.
Taking a plastic ruler, I connected the marks
and drew a pencil line. This will be the cut line for the end of the cap. 
From this point, I measured the thickness of the brass I was going to use. In this case it was 1/32" brass. Then I cut along this line to this depth. Using my chisel, I cut toward the line and made a "V" cut to this depth.
 I
made 1/32" depth marks across the face of the stock. Filed a crown on the
end of the stock to this depth. Using a file and coarse sandpaper, I took the
wood down so the depth was uniform between the two ends of the cap area. I
used a square across the surface to give me the perception of high
spots. A piece of paper was wrapped around the end of the stock in this
area to tell me how long the metal strip needed to be. Taking this measurement I
transferred this to the piece of brass. I also measured the depth of the nose
cap from the end of the stock to the rear cut line. This was transferred to the
brass, too. Now I had a rectangular piece of metal laid out, so I cut it
out. The brass was then heated to a red glow and submerged in a cup of water.
This annealed (softened) the brass.
I
made 1/32" depth marks across the face of the stock. Filed a crown on the
end of the stock to this depth. Using a file and coarse sandpaper, I took the
wood down so the depth was uniform between the two ends of the cap area. I
used a square across the surface to give me the perception of high
spots. A piece of paper was wrapped around the end of the stock in this
area to tell me how long the metal strip needed to be. Taking this measurement I
transferred this to the piece of brass. I also measured the depth of the nose
cap from the end of the stock to the rear cut line. This was transferred to the
brass, too. Now I had a rectangular piece of metal laid out, so I cut it
out. The brass was then heated to a red glow and submerged in a cup of water.
This annealed (softened) the brass.
A center line was drawn on the brass. The gun
was positioned upside down with the barrel in place. A clamp was used to hold
the brass in place.  The brass was then pressed down onto the stock. Using additional clamps to press
the metal to the stock, the brass took on the shape of the stock. Then the
The brass was then pressed down onto the stock. Using additional clamps to press
the metal to the stock, the brass took on the shape of the stock. Then the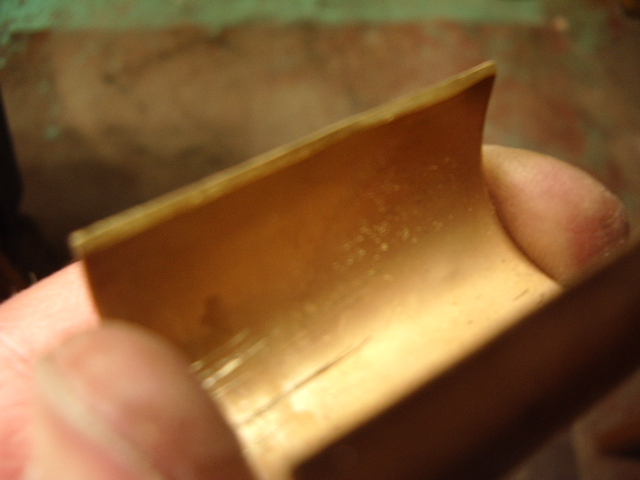 upper edges were tapped into the barrel. However, now you need to remove the cap
to flatten the surfaces making contact with the barrel. Reinstall the cap and
bring the upper edges closer to the barrel. Once satisfied, the cap was tight,
it was removed.
upper edges were tapped into the barrel. However, now you need to remove the cap
to flatten the surfaces making contact with the barrel. Reinstall the cap and
bring the upper edges closer to the barrel. Once satisfied, the cap was tight,
it was removed.
Now it is time to make the end cap for the nose cap.
I took the "U" shape of the nose cap
and stood it on end and traced it onto another piece  of
brass. This brass can be 1/32 or 1/16" brass stock. You want to use the
thickness so you end up about 1/16" to 1/18' from the end of the barrel
when finished.
of
brass. This brass can be 1/32 or 1/16" brass stock. You want to use the
thickness so you end up about 1/16" to 1/18' from the end of the barrel
when finished.  Once
the outside of the brass matches the face of your "U" shaped nose cap,
use calibers for the thickness of your brass and then trace this around the perimeter
of the cap. Using black magic marker on the brass helps make the scratches from
the calibers stand out. Now file the brass down to this line.
Once
the outside of the brass matches the face of your "U" shaped nose cap,
use calibers for the thickness of your brass and then trace this around the perimeter
of the cap. Using black magic marker on the brass helps make the scratches from
the calibers stand out. Now file the brass down to this line.
One this is done, then fit the face plate into
the face of the "U" shaped piece. Trial and error by filing here and
there will make a good fit. Once you are satisfied with the fit, you want to
chamfer the inner edge where you will fill this later with solder.
I then used a piece of rigid metal screening
and place the two pieces together. Applied flux and soldered the inner perimeter
of the face plate.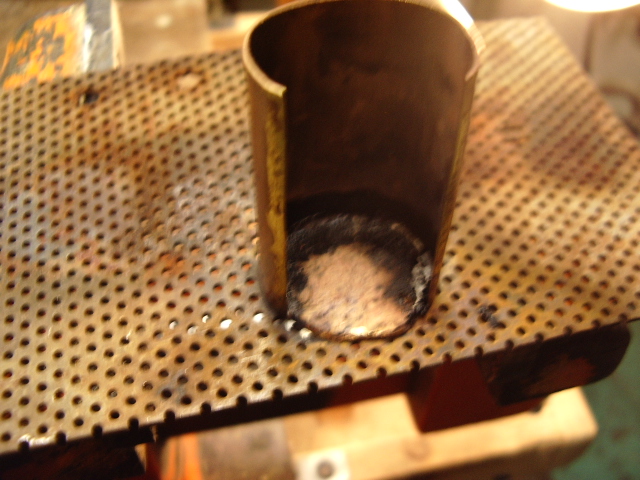
Once cooled, you can now see the result.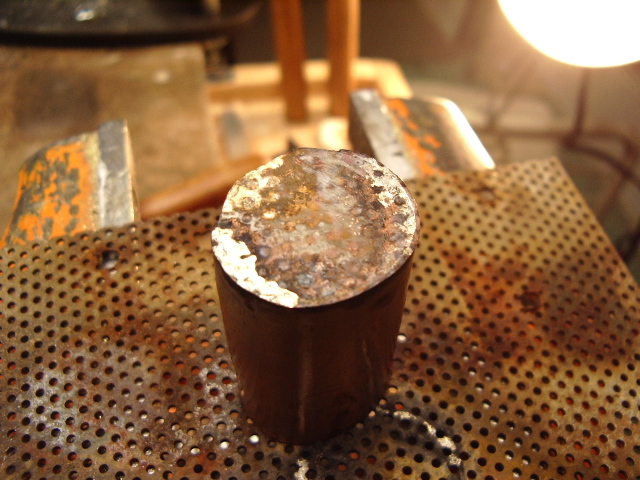
Filing and sanding this surface, it cleans up
real nice. 
To remove the brass for the end of the barrel, I remove the barrel from the stock. Then install the nose cap onto the stock.
Now I have the barrel channel of the stock
there inside the cap to trace out my barrel profile. 
Remove the cap from the stock.
Next using my jewelers saw, I remove a portion
of  the
metal inside the lines on the face plate and then reinstall the cap onto the
stock.
the
metal inside the lines on the face plate and then reinstall the cap onto the
stock.
This allows me room to use a file to reduce
the brass down to the barrel flats in the stock. Make sure the cap is now
fully back to the rear cut out for your nose cap on the stock. If the nose cap
does not go far enough back, use candle black on the nose cap and then reinstall
the cap. Lightly tap it and then remove. You will see black marks on the face of
the stock. Use your file to remove these marks until the nose cap closes
the rear gap. If the nose cap is uneven, then use a nail file between the
cap and the wood around the perimeter to even up the two edges. 
You will note in the photo a little black dot.
This will be the location for the brass rivet I will use to secure the cap to
the stock. You can obtain these from your local hardware store. The heads are
round, but I always square them up so they fit in the barrel channel bottom between the flats. The hole
should provide clearance for the rivet and then the rivet is inlet into the
stock. This way when peening the rivet, it will be supported by the
barrel.
them up so they fit in the barrel channel bottom between the flats. The hole
should provide clearance for the rivet and then the rivet is inlet into the
stock. This way when peening the rivet, it will be supported by the
barrel.
 Remove
the rivet and make sure you counter sink the exposed hole on the bottom face of
the nose cap. When the rivet is peened, it should fill this countersunk
area with the rivet to serve as a good rivet recess.
Remove
the rivet and make sure you counter sink the exposed hole on the bottom face of
the nose cap. When the rivet is peened, it should fill this countersunk
area with the rivet to serve as a good rivet recess.
Reinstall the barrel into the stock. Note: you
may have to file the inner sides of the nose cap for good clearance between the
cap and barrel. Pin the barrel back into the stock. Rest the end of barrel with
the nose cap with rivet on an anvil or on the anvil of your vise. Make sure the
rest of the gun is well supported. Using a 12 oz. peen hammer, peen the rivet to
fill the hole and the countersunk area. 

Now you can file the rivet down to the surface.
Here are three views of the finished nose cap.



Now I will go back and install the trigger guard.