Building A Brass Lock:
 I
wanted an earlier percussion Lancaster lock, but did not want it to be like a
lot of the locks on the market today. I took a Siler Mountain lock as a basic
pattern and then used a sheet of brass to make the lock plate. The original
Mountain Lock served as a template to drill out the necessary holes in the brass
plate. The Siler lock was in kit form, making it easier to use the lock plate as
a template. The following are a photos of the lock building process, hope you
find it useful.
I
wanted an earlier percussion Lancaster lock, but did not want it to be like a
lot of the locks on the market today. I took a Siler Mountain lock as a basic
pattern and then used a sheet of brass to make the lock plate. The original
Mountain Lock served as a template to drill out the necessary holes in the brass
plate. The Siler lock was in kit form, making it easier to use the lock plate as
a template. The following are a photos of the lock building process, hope you
find it useful.
 Found
a piece of 1/8" brass sheeting. Laid the
Found
a piece of 1/8" brass sheeting. Laid the  original
plate on top of the brass and traced out my basic pattern.
original
plate on top of the brass and traced out my basic pattern.

 The
brass was then cut out an the rough cut out was clamped up to the original
plate. Filing of the brass matched up the two pieces nicely.
The
brass was then cut out an the rough cut out was clamped up to the original
plate. Filing of the brass matched up the two pieces nicely.

 With
the two pieces still clamped together, use the holes you drilled in the original
plate per the Siler kit instructions and use the same drill bit to drill holes
into the brass plate. Do this for all holes. When drilling out the
tumbler hole, find a drill bit that closely matches the hole in the original
plate. Drill thru the original into the brass. Then follow up with a 5/16"
drill bit last. When done, your plate should look this in the photo on the
right.
With
the two pieces still clamped together, use the holes you drilled in the original
plate per the Siler kit instructions and use the same drill bit to drill holes
into the brass plate. Do this for all holes. When drilling out the
tumbler hole, find a drill bit that closely matches the hole in the original
plate. Drill thru the original into the brass. Then follow up with a 5/16"
drill bit last. When done, your plate should look this in the photo on the
right.
 Tap
all the holes as described in the Chamber's instruction sheet; bridle hole, sear
hole and sear spring hole. Mount the bridle to the brass plate. Install
the plastic piece into the sear spring hole. Rotate the bridle until it touches
the plastic spacer. Tighten the bridle screw. Insert a tap thru sear bolt
hole in the front of the plate. Run this thru till you hit the bridle. This will
leave a mark to indicate where to drill the bridle for the sear mounting bolt.
Once the clearance hole is drilled, install the sear mounting bolt.
Tap
all the holes as described in the Chamber's instruction sheet; bridle hole, sear
hole and sear spring hole. Mount the bridle to the brass plate. Install
the plastic piece into the sear spring hole. Rotate the bridle until it touches
the plastic spacer. Tighten the bridle screw. Insert a tap thru sear bolt
hole in the front of the plate. Run this thru till you hit the bridle. This will
leave a mark to indicate where to drill the bridle for the sear mounting bolt.
Once the clearance hole is drilled, install the sear mounting bolt.
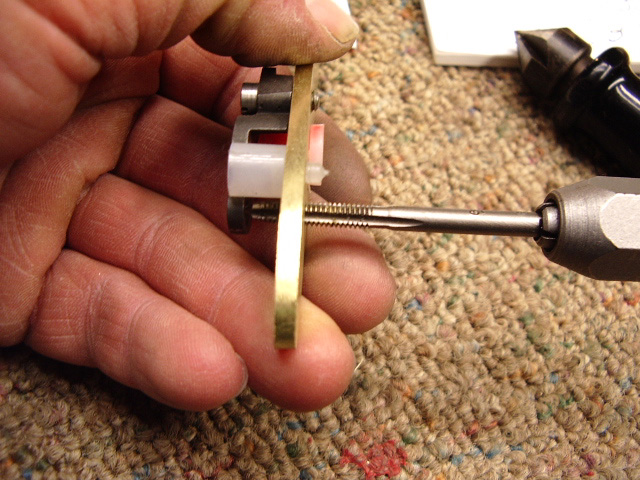
Now insert the other piece of plastic in the
kit into the tumbler hole on the front of the brass plate. Using a 11/64" drill bit,
thru the center of the plastic spacer, will guide you to drill out the bridle
for the tumbler.
the tumbler hole on the front of the brass plate. Using a 11/64" drill bit,
thru the center of the plastic spacer, will guide you to drill out the bridle
for the tumbler.
 Now
you can see the hole in the bridle after the drilling is done.
Now
you can see the hole in the bridle after the drilling is done.

 Next
is to locate the sear spring notch in the plate to mount the sear spring. Take
measurements from the original lock plate, and eye-balling the angle of the
notch in reference to the sear mounting bolt hole you can transfer markings to
the new plate. I used a square engraver to dig out the notch in the plate.
Next
is to locate the sear spring notch in the plate to mount the sear spring. Take
measurements from the original lock plate, and eye-balling the angle of the
notch in reference to the sear mounting bolt hole you can transfer markings to
the new plate. I used a square engraver to dig out the notch in the plate.
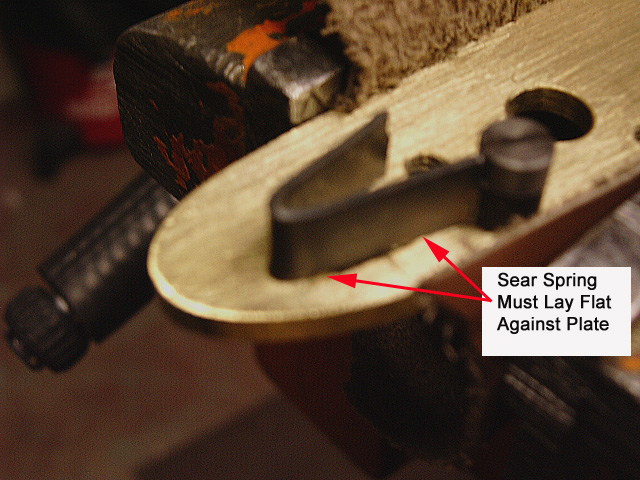 Important
to make sure the notch is deep enough for the spring to lay flat against the
lock plate.
Important
to make sure the notch is deep enough for the spring to lay flat against the
lock plate.
With the sear spring mounted, install the sear and make sure the two fit together nicely. Make sure the spring is not too long. You can grind a little off the end to shorten it slightly, then use a stone to smooth the interface edge.
Let's make the bolster for the lock.
 The
bolster is cut from the same 1/8" piece of brass
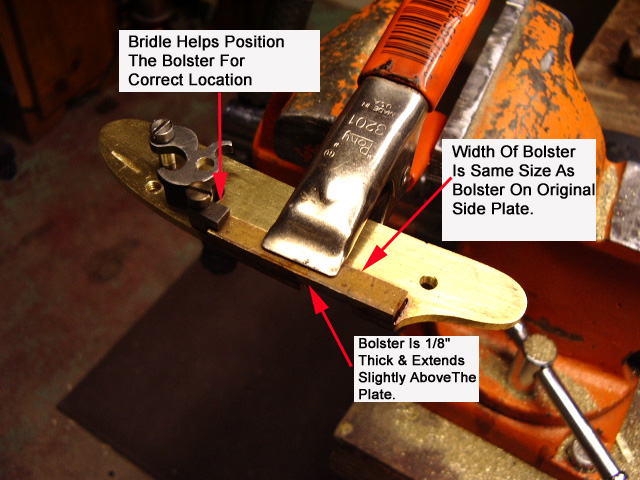
The
bolster is cut from the same 1/8" piece of brass to the same basic dimensions as the bolster on the original lock. I made it a
little taller so I could file it down to match the original surface of the
original plate. The bottom of the bolter was make flat. I measured up from the
bottom of the plate to determine where the bottom of the bolster would be
positioned and used the bridle to position it also.
to the same basic dimensions as the bolster on the original lock. I made it a
little taller so I could file it down to match the original surface of the
original plate. The bottom of the bolter was make flat. I measured up from the
bottom of the plate to determine where the bottom of the bolster would be
positioned and used the bridle to position it also.
Then to strengthen the bolster, I drilled two holes. One on either side of the drum notch to be filed later. Used two pieces of 1/8" brass rod to serve as rivets .
 Here
you can see one rivet is peened into the
Here
you can see one rivet is peened into the 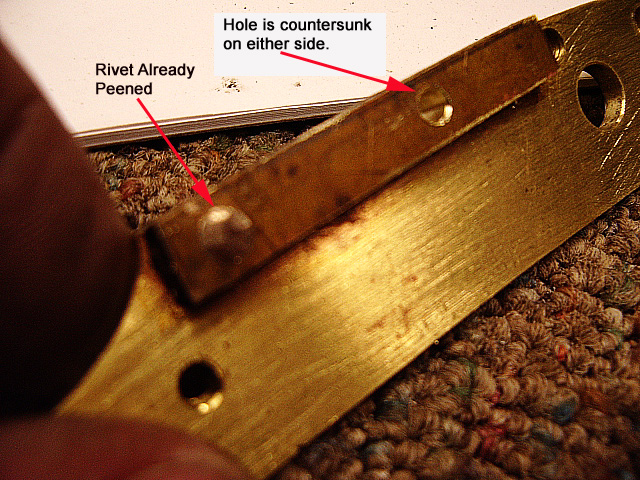 hole.
Must note, prior to peening the rivets into place, the hole was countersunk on
either side. The peened rivet would fill this space and secure the bolster to
the plate.
hole.
Must note, prior to peening the rivets into place, the hole was countersunk on
either side. The peened rivet would fill this space and secure the bolster to
the plate.
Here you can see what the plate looked like
after the rivets were filed flush. 
With the bolster finished, the next critical
step is to locate and notch the bottom of the bolster for the top of the main
spring. The main spring will 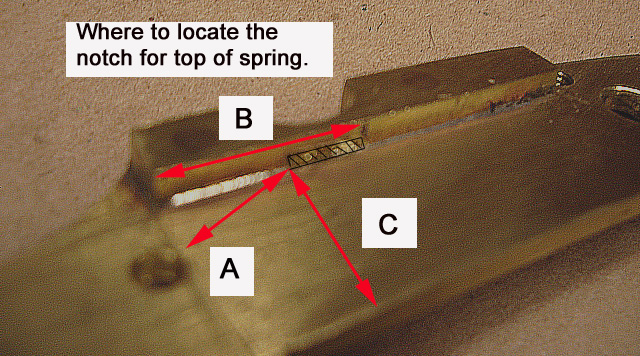 seat
itself into the bottom of the bolster, which is another good reason to rivet the
bolter in place to strengthen it.
seat
itself into the bottom of the bolster, which is another good reason to rivet the
bolter in place to strengthen it.
(Sorry the photo was kinda blurry, not the greatest photographer)
Fit the spring into the notch when finished to make sure the depth of the notch is deep enough. Again, here I used a square engraver.
Now the lock is assembled. I placed the
drum into the notch for the drum and checked it  for
fit. After filing a couple of high spots inside the notch, the drum fit nicely
square in the notch.
for
fit. After filing a couple of high spots inside the notch, the drum fit nicely
square in the notch.

Here is a view of the inside of the lock once assembled. I'll polish the inside of the lock later.
If you like the site or have any questions, drop me a line by clicking on "Hoot" below

(c) Copyright 2005. All Rights Reserved.